Dispenser CNC system based on Delta 20PM
1 Introduction
The dispenser is an automated machine that specifically controls the liquid body, drips, coats, and seals the liquid on the product surface or inside the product. The dispenser is mainly used for the bonding, pouring, coating, sealing, glue, oil and other liquids in the product process.
Filling, drip, linear / arc / round glue etc. Automatic dispensers are more and more widely used in industrial manufacturing, ranging from mobile phones, lenses, IC packaging, LCD, LED, notebook computers, digital cameras, SCP, BGA, diodes, transistors, precision machinery, etc .; to aircraft, Automobiles, machinery manufacturing, etc. all require sophisticated dispensing equipment support. Dispensing is the basic process flow of SMT (Surface Mount Technology) PCB printed circuit board. The SMT process consists of dispensing, mounting (curing), reflow soldering, cleaning, and inspection. Among them, the dispensing process is to print solder paste or patch glue onto the PCB pads in preparation for component placement and soldering. It is located at the forefront of the SMT production line.
2 Dispenser motion control
2.1 Dispensing process
Fluid dispensing is widely used in mass production, the quality of the product is determined by the production process, rather than relying solely on the quality inspection department to ensure. Therefore, the fewer human-type control operations in the production process, the less production inconsistency is caused, and the lower the return and return rates. The matching system of the dispenser and its accessories can control the dispensing process to be uniform, stable and highly consistent. The use of high-quality dispensing systems can avoid the impact on product quality and production capacity due to uneven technical level of operation and shifts in production. Dispensing technology can ensure the uniformity and stability of fluid dispensing volume, thus ensuring the reliability and consistency of the final product quality.
2.2 Dispensing control
(1) Intuitive and convenient graphical operation interface. The speed and trajectory can be adjusted during the dispensing process. Edit and teach to enter the track parameters, the operation is simple and convenient. The processing file is generated by teaching the step-by-step method, and single-step debugging can be performed. Single step or automatic processing method. The recipe format is used to save the processing file, which is convenient for modification by computer. Can save multiple sets of dispensing process.
(2) The dispensing accuracy is high, the track is uniform, the dispensing is stable, and the efficiency is high. Multi-dimensional degrees of freedom space trajectory movement. Using software interpolation, it can realize fast linear and circular interpolation and various complex trajectory movements. The operation of entering, returning, opening and closing the gun can be set at any point.
3 20PM motion control PLC solution
3.1 Introduction to Motion Control PLC
Delta DVP-20PM00D is a programmable controller with special functions for motion control. The biggest feature of DVP-20PM00D is that the PLC host directly provides electronic cam function, or DVP-20PM00D is a PLC with built-in electronic cam function, so some places directly call DVP-20PM00D as Delta 20PM motion controller.
20PM has two 500KHz inputs and outputs. In the electronic cam function, the X axis is defined as the slave axis, and the encoder input axis is the master axis. After the CAM Table is defined, the slave axis follows the master axis movement according to the defined curve. Adopt high-speed dual-CPU structure and use independent CPU to process motion control algorithm, which can well realize various motion trajectory control, logic action control, linear / circular interpolation control, etc. The CNC system of the dispenser uses 20PM motion The electronic cam function of the controller solves the problem of complex high-precision dispensing trajectory well. The main features of 20PM:
(1) 20PM is suitable for high-speed, high-precision, high-complexity motion control occasions;
(2) Multi-speed execution and interrupt positioning;
(3) 64K large capacity, built-in Flash memory;
(5) Two sets of differential pulse output, the highest pulse output reaches 500KHz;
(6) Two sets of hand wheel control;
(7) Built-in electronic cam function, easy to realize winding, flying shear, chasing shear and other applications;
(8) Support PLC sequential logic control and NC control (G code and M code).
3.2 Motion control solution
The fully automatic CNC dispensing machine is based on Delta's 20PM00D motion control PLC, DOP-B07S200 touch screen, 01PU-H2 driver, stepper motor, etc. to achieve 3-axis control functions. The configuration is shown in Table 1. 0PM00D controls the two axes to form the X / Y coordinate system, uses G code to complete the linear or circular interpolation to complete the trajectory movement, locate the dispensing position, and the 01PU controls the one axis Z axis for independent movement, controls the dispensing gun, realizes Jog, return-to-origin, semi-automatic and automatic operation, and achieve arbitrary shape of the track through the recipe function. The user can set the dispensing on the man-machine interface to do the action, there is an emergency stop button outside.
The driving force of the stepping motor and the subdivision degree of the stepping driver and the way of receiving pulses. The subdivision of the stepper motor starter can improve accuracy. 20PM is differential pulse output, so the corresponding stepper driver should also choose the type of differential pulse input. We choose a step starter with a subdivision of 200 and a stepper motor with 40,000 pulses per revolution to achieve the required accuracy. You need to know how much the belt moves forward in one revolution of the stepper motor, and the positive and negative directions of the belt movement. The left and right limit switches and the near-point signal switch of the homing need to be installed on the guide rail. These signals must be connected to the corresponding terminals of 20PM and 01PU. Then do the minimum step test and send out 10 pulses to detect 2 (0.002 mm) actions. This is the minimum error. After the actual operation, the dispensing movement fully meets the accuracy requirements.
Table 1 Equipment configuration of CNC dispensing machine
product | Quantity | Types of |
20PM00D | 1 | PLC |
DVP01PU-H2 | 1 | PLC special module |
DOP-B07S200 | 1 | HMI |
Stepper motor | 3 | Stepper motor |
Stepper motor driver 200 subdivision differential input | 2 | Stepping point driver |
Stepper motor driver 2 subdivision differential input | 1 | Stepper motor (Z axis) |
Guide rail, belt | 3 sets | |
Belt and gear | 3 sets | |
Photoelectric limit switch | 9 | switch |
mobile platform | 1 | flat |
Firmware for fixing glue | 1 | |
Switch button | 1 | Button |
frame | 1 set | |
24VDC switching power supply | 1 | power supply |
4 CNC system programming
20PM has special programming software PMSoft 1.03. It is realized by creating a new program at startup.
4.1 Initialization
At the initial stage of power-on, the positive direction pulse is started to initialize the basic parameters of the X / Y / Z axis, as shown in Figure 1 and Figure 2 of the figure.
Figure 1 Initialization of movement direction
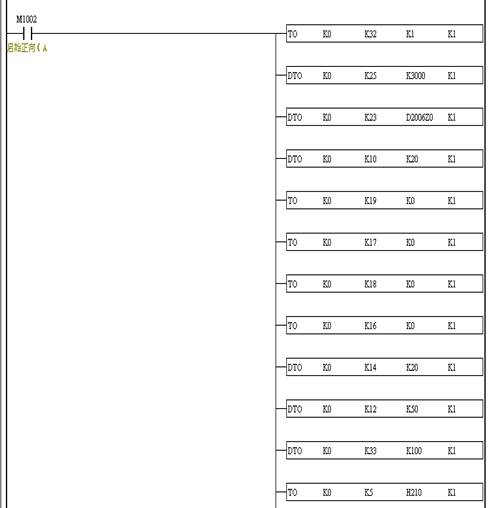
Figure 2 Work mode initialization
01PU is a special module that needs to be operated on with the FORM / TO instruction. It should be noted that the FROM / TO instruction occupies more scanning time. Do not use too much. Set the required assignment parameters at one time, and do not use the constant assignment instruction. With reference to the 20PM programming manual and the special module programming manual, the basic parameters to be set are:
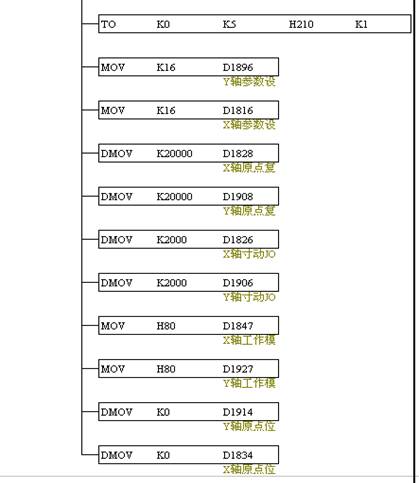
(1) The way of sending pulses: The X axis of the pulse plus direction 20PM is assigned K16 to D1816, and the Y axis is assigned K16 to D189601PU. The TO instruction is used to assign K16 to CR # 5;
(2) Speed ​​of origin return;
(3) Inching speed: can be smaller;
(4) X / Y / Z axis working mode: left and right limit stop mode;
(5) The deceleration and acceleration settings can be based on actual settings.
4.2 Coordinate definition
According to the need, you can do the automatic return-to-origin action after power-on. After the return, the coordinates are set to 0, as shown in Figure 3.
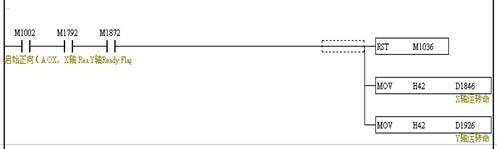
Figure 3 Coordinate definition
4.3 HMI control and display X / Y / Z axis jog program
As shown in Figure 4, M5 / M6 controls the X axis forward / reverse inching, M7 / M8 controls the Y axis forward / reverse inching, and M13 / M14 controls the Z axis forward / reverse inching.
As shown in Figure 5, HMI only needs to make 6 set buttons corresponding to M5, M6, M7, M8, M13, M14, and then do 6 digital display corresponding to the current position register to control the display X / Y on the HMI / Z coordinate position. Make another button to assign the current position of the X / Y / Z axis to specific registers. You can use these registers as the position coordinates of the motion control to realize free editing of the motion.
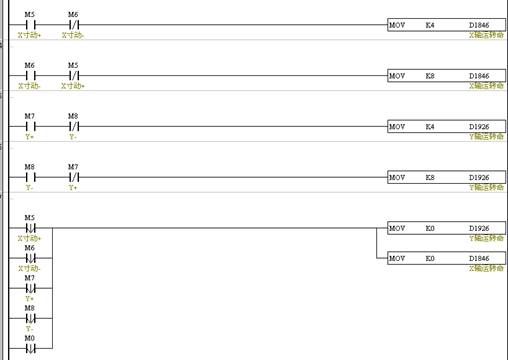
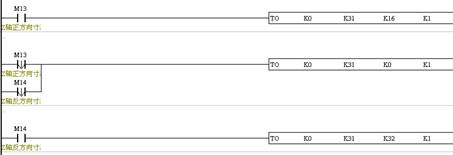
Figure 4 Inch control
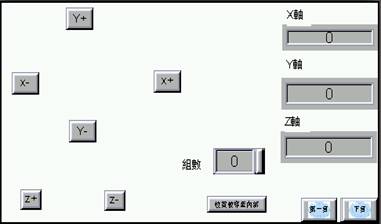
Figure 5 HMI variable link
4.4 Motion control startup program
First assign H8003 to D1868 to select the motion subroutine 0X3, and then start the motion subroutine. The trigger condition can be triggered by an external switch signal, as shown in Figure 6.
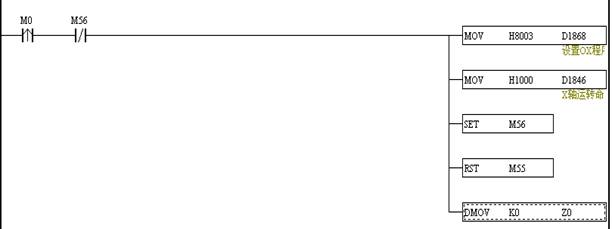
Figure 6 Motion control system startup
4.5 Motion subprogramming
The programming tree diagram is as follows:
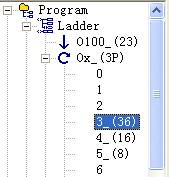
The subroutine mainly completes G code motion control. To flexibly use the Z0 index register to achieve, we put the motion data in the register at the beginning of D2000 as shown in Figure 7.
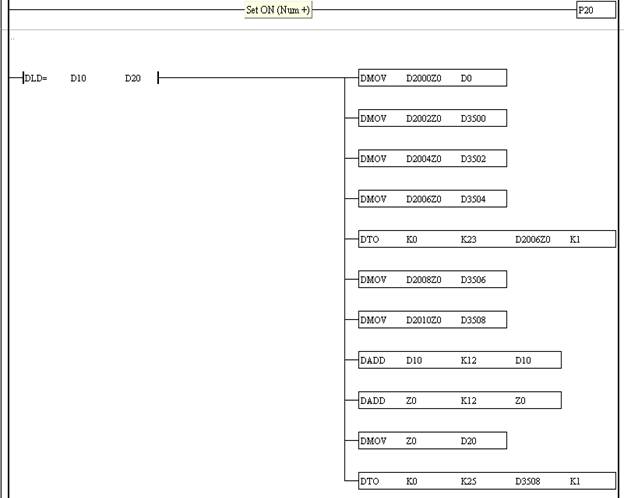
Figure 7 G code motion data
The G codes we use here are G01 linear motion, G02 clockwise circular interpolation motion control, and G03 counterclockwise circular interpolation motion control. It can be seen that we need G code to select 2 words, X coordinate 2 words, Y axis coordinate 2 words, radius 2 words, speed 2 words, and spare 2 words. Equivalent to 1 motion instruction, we need 12 words. So we only need to execute a motion instruction after Z0 plus 12, and assign the new data to D3500-D3508. Let the program cyclically detect in the subroutine, call G01 when D2000Z0 is 1, call G02 when it is 2, call G02 when it is 3, and use the FROM / TO instruction to complete the motion control of 01PU until the G code D2000Z0 is detected Jump out of the subroutine to 0, as shown in Figure 8.



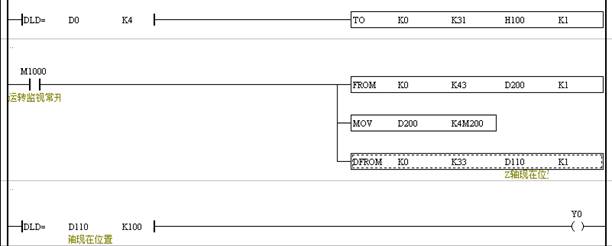
Figure 8 code motion control
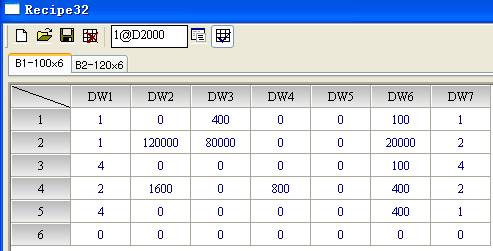
4.6 HMI program
It mainly includes the functions of registering and displaying the registers after D2000. Here, the formula can be used. In addition, the coordinates of X / Y / Z set by jogging on the HMI are downloaded to the registers after D2000. You can make Y0 output when the Z axis reaches the specified coordinates according to your needs, and let the glue act.
Use Delta Screen Editor 2.00.05 to choose -Tools-32 Recipes-Create a new 100 & TImes; 6 recipe, fill in the data address starting address 1 @ D2000 in the address bar above, and then fill in the required data. Make a new interface to do some data display. The frame address starts from RCP0 and corresponds to D2000. Use RCPNO and RCPG to select the number of groups and recipes. Use the second and third bits of the fifth word of the control area to control the upload and download of recipes, as shown below:
5 Conclusion
Using 20PM can well realize the function of the dispenser. The track parameters and speed can be set freely by editing and stepping on, and the interface operation is simple and convenient. After testing, the circle we draw will reach a radius of 1.5 mm and will not go out of shape, which fully meets the user's requirements. The accuracy of the entire equipment is also related to mechanical equipment. For example, if a servo motor is used to replace the stepper motor and a screw is used to replace the belt, the accuracy may be more stable during the high-speed dispensing process. Practice has proved that 20PM is stable and reliable in motion control. This case can be applied to related mechanical equipment.
Outdoor Sound System,Wall Mounted Speakers,Outdoor Wall Mounted Speakers,Outdoor Wall Mount Bluetooth Speakers
The ASI Audio Technology Co., Ltd , https://www.asi-sound.com